









Optické metody v provozní zakázkové měřicí technice
 Rozmanitost součástek, velký rozsah přesnostních požadavků i rostoucí nároky na produktivitu měření nutí výrobce speciální měřicí techniky používat stále širší škálu měřicích metod. Kontaktní měřicí metody začínají být nyní nahrazovány bezkontaktními optickými metodami, a to od jednoduchých dílenských měřidel až po měřicí a kontrolní stanice. Pro přiblížení uvádíme alespoň některé příklady z produkce brněnské firmy MESING.
Rozmanitost součástek, velký rozsah přesnostních požadavků i rostoucí nároky na produktivitu měření nutí výrobce speciální měřicí techniky používat stále širší škálu měřicích metod. Kontaktní měřicí metody začínají být nyní nahrazovány bezkontaktními optickými metodami, a to od jednoduchých dílenských měřidel až po měřicí a kontrolní stanice. Pro přiblížení uvádíme alespoň některé příklady z produkce brněnské firmy MESING.
V kontrole délek se nyní hojně uplatňují měřidla na bázi optických mikroskopů s nitkovým 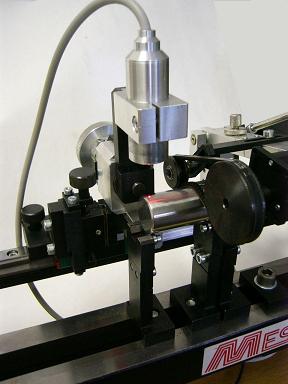 křížem a optikou zvětšující obvykle 20 až 100x. Menší zvětšení se používají ke kontrole součástek s hrubšími tolerancemi a větší vertikální členitostí, kde se s výhodou uplatní i větší hloubka ostrosti. Větší zvětšení jsou doporučována pro přesnější měření s opakovatelností až ± 1 µm. Na obr. 1 jsou měřidla s jednoosým odměřováním o rozsahu 150 a 300 mm a s citlivostí 1 µm. Lze je vybavit i odměřovaným příčným stolem, upínači, polohovacími prvky atd.
křížem a optikou zvětšující obvykle 20 až 100x. Menší zvětšení se používají ke kontrole součástek s hrubšími tolerancemi a větší vertikální členitostí, kde se s výhodou uplatní i větší hloubka ostrosti. Větší zvětšení jsou doporučována pro přesnější měření s opakovatelností až ± 1 µm. Na obr. 1 jsou měřidla s jednoosým odměřováním o rozsahu 150 a 300 mm a s citlivostí 1 µm. Lze je vybavit i odměřovaným příčným stolem, upínači, polohovacími prvky atd.
Optické disperzní metody jsou ve firmě Mesing využívány zejména při měření povrchových defektů, kde se uplatňují jednodušší systémy s bodovým detektorem, ale také při měření úchylek geometrického tvaru a drsnosti systémy s čárovou detekcí a mimořádně náročným SW. Ruční měřidlo na obr. 2 usnadňuje kontrolu pouhým okem obtížně viditelných nedokonalostí obrábění (nedosuperfinišovaná místa, zábrusy atd.), ale třeba i záseků a potlučených míst. Na obr. 3 je provozní ruční měřidlo úchylek kruhovitosti s měřicí hlavou OptoSurf. Jeho velkou předností je, že nevyžaduje přesné středění, není náchylné na vibrace a pracuje s velkou rychlostí při nanometrické citlivosti a ve frekvenčním rozsahu 2 až 500 vln. Vyhodnotit lze drsnost a nejnověji i popálená místa.
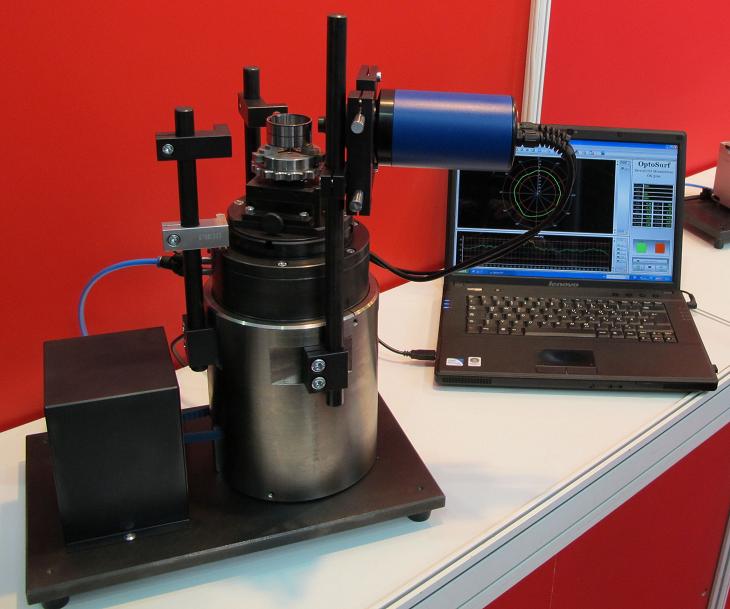 Příklad automatické kontroly úchylek kruhovitosti s hlavicí OptoSurf je na obr. 4. Všechny klady uvedené u ručního měřidla platí přirozeně i pro automat. Při realizaci různých automatických zařízení využívá Mesing hlavně standardně vyráběné triangulační i stínové měřicí systémy. Na obr. 5 je příklad vysoce výkonné stanice na kontrolu tloušťky kotoučových součástí dvěma protilehle uspořádanými triangulačními snímači, která změří 2 součástky/sec. Aplikace stínové metody je na obr. 6. Tato metoda je zvlášť vhodná k automatické kontrole různých válečků, čepů a hřídelí a lze ji snadno aplikovat hned za brusku i superfinišovací stroj. Před vstupem součásti do měřicího místa je nutno ji zbavit chladicí emulze, a tak součástí kontrolního zařízení je obvykle i ofukovací jednotka. Tlakový vzduch je využíván u menších a lehčích součástek také k rychlému a jednoduchému vyselektování vadných kusů.
Příklad automatické kontroly úchylek kruhovitosti s hlavicí OptoSurf je na obr. 4. Všechny klady uvedené u ručního měřidla platí přirozeně i pro automat. Při realizaci různých automatických zařízení využívá Mesing hlavně standardně vyráběné triangulační i stínové měřicí systémy. Na obr. 5 je příklad vysoce výkonné stanice na kontrolu tloušťky kotoučových součástí dvěma protilehle uspořádanými triangulačními snímači, která změří 2 součástky/sec. Aplikace stínové metody je na obr. 6. Tato metoda je zvlášť vhodná k automatické kontrole různých válečků, čepů a hřídelí a lze ji snadno aplikovat hned za brusku i superfinišovací stroj. Před vstupem součásti do měřicího místa je nutno ji zbavit chladicí emulze, a tak součástí kontrolního zařízení je obvykle i ofukovací jednotka. Tlakový vzduch je využíván u menších a lehčích součástek také k rychlému a jednoduchému vyselektování vadných kusů.
V budoucnu se budou optické bezkontaktní metody používat stále častěji. Tento trend je i v mottu prestižního veletrhu CONTROL (Stuttgart 5/2011), který je specializovaný na měření, metrologické prvky, přístroje a řízení jakosti.
Vývoj těchto měřicích zařízení probíhal a probíhá za účinné grantové podpory
MPO – FR TI1 / 241, FT TA3 / 133 a FR TI2 / 705.
Společnost MESING spol. s r.o. je příjemcem dotace z prostředků ESF prostřednictvím Operačního programu Lidské zdroje a zaměstnanost a státního rozpočtu ČR na projekt „Specifické vzdělávání MESING reg.č. CZ.1.04/1.1.04/60.00183“.
 789
789




