









Nové řezné nástroje pro železniční sektor
 Železniční průmysl je jedním z hlavních spotřebitelů řezných nástrojů a společnost ISCAR zvyšuje svou roli dodavatele komplexních projektů pro toto klíčové odvětví.
Železniční průmysl je jedním z hlavních spotřebitelů řezných nástrojů a společnost ISCAR zvyšuje svou roli dodavatele komplexních projektů pro toto klíčové odvětví.
To samozřejmě zahrnuje různé prvky, splňující potřebu řešení technologií, efektivní produktivitu, zkrácení doby obrábění a snížení nákladů. Zvládnout všechny tyto náročné požadavky vyžaduje širokou škálu standardních i na míru šitých nástrojů. Obrábění železničních částí proto představuje skutečnou výzvu jak pro vlastní výrobce železniční techniky, tak i výrobce řezných nástrojů, kteří se musí potýkat s řadou omezení – jako jsou obrobky relativně velké velikosti, složité konstrukce a komplikovaný konečný obrobený profil – spolu s potřebou odstranit velký objem materiálu, zajistit předvídatelnou životnost nástroje a vyhnout se vysokým nákladům na údržbu.
Při výběru správných nástrojů a destiček pro každou úlohu je třeba vzít v úvahu určité parametry, například typ materiálu, který má být obráběn, stav součásti, dostupný obráběcí stroj, jeho stav a výkonové charakteristiky, upínací přípravky apod.
Hlavním faktorem při optimálním vývoji nástrojů je vytvoření virtuálního výrobního prostředí, které simuluje procesy obrábění a řezné podmínky, aby zajistily, že vyráběné nástroje překonají materiálová a výrobní omezení a že poskytnou nejlepší řešení specifickým potřebám železničních částí výrobců.
Jako příklad této dynamiky je užitečné uvažovat o tom, jak jsou nové nástroje a procesy přizpůsobeny komponentům strojního podvozku a kolejových křížení. Rám podvozku je využíván ve všech třech hlavních kategoriích železničního sektoru: tramvajové městské dopravy, osobní železniční dopravy a nákladní železniční dopravy. Křížení kolejí a výhybky jsou také jednou z nejběžněji vyráběných součástí.
Rotační nástroje
Mnohé operace pro obrábění železničních částí zahrnují rotační nástroje, především pro frézovací a vrtací operace.
Při frézování se díky velkému objemu odstraněného materiálu používají kuželovité i profilově ježkové frézy s vyměnitelnými destičkami. Frézy s tangenciálně upnutými vložkami mají lepší možnosti pro zlepšení pevnosti nástroje a zajištění vyšší hustoty zubů, což vede ke zvýšení produktivity. V mnoha případech frézování železničních částí vyžaduje nástroje s dlouhým dosahem a různým převisem. Modulární konfigurace frézovacích nástrojů nabízí flexibilní a ekonomickou alternativu k výkonným ježkovým frézám s integrálním tělesem.
Frézovací tělesa T490 – Modulární řešení 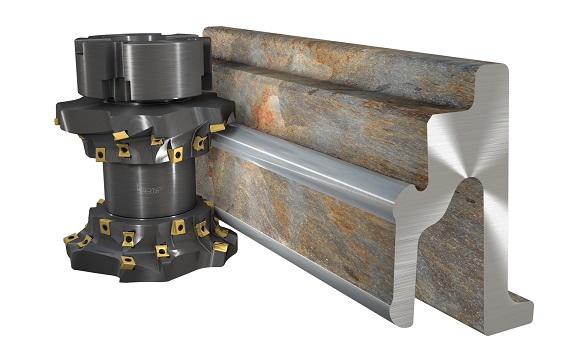
Kombinace základních těles a prodloužení zajišťuje celou řadu rozšířených frézovacích sestav s různými délkami řezných břitů. Modulární rozšířená sestava má další výhodu při zefektivňování operací. Vzhledem k tomu, že destičky první řady ježkových fréz, které se nacházejí na čele nástroje, se podílejí nejen na bočním, ale i čelním frézování, dochází u nich k většímu zatížení a jejich dřívějšímu opotřebení ve srovnání s ostatními břity. U fréz s integrálním břitem může náhlé poškození destičky první řady způsobit vážné poškození celé frézy, a dokonce i nevratně poškodit nástroj. V modulární sestavě lze každou poškozenou část vyměnit jednotlivě, což umožňuje efektivní provoz a prodlouženou životnost nástroje.
Všechny nové frézy jsou navrženy s chlazením středem, aby se adekvátně prodloužila životnost nástroje a zlepšil se odchod třísek v problematických oblastech. Především v dutinách a při velkých bočních úběrech. To je obzvláště významné pro tangenciální nástroje, umožňující opravdu výkonné operace a produktivitu.
Čelní frézování
Nově zavedená řada nástrojů T890 představuje řadu čelních fréz pro hrubovací a polohrubovací obrábění s tangenciálně upnutými 8břitými destičkami určenými pro čelní operace a boční úběry na výhybkách a rámech podvozků. Destičky mají odlišnou řeznou geometrii určenou pro obrábění různých druhů materiálů.
FFQ4 for high feed machining
Nová řada vysokoposuvových fréz se 4břitými čtvercovými jednostrannými destičkami je navržena tak, aby redukovala řezné síly při použití na obráběcích strojích s nižším výkonem nebo při aplikacích s dlouhým vyložením nástroje a vřetena.
Frézovací tělesa jsou k dispozici v různých konstrukčních provedeních: válcová fréza o průměru 40 až 100 mm, stopkové frézy a vyměnitelné frézovací hlavy menších průměrů. Frézy jsou určeny pro hrubovací operace, jako je obrábění rovinných ploch, dutin a kapes, včetně operací plunžování a zapouštění ve šroubovici.
Operace vrtání
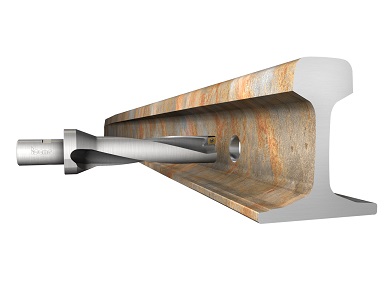
Staré portálové stroje někdy vyžadují velké vyložení vrtacího nástroje a také často pracují v podmínkách snížené tuhosti. Nové vrtáky SUMOCHAM s výměnnými vrtacími hlavami, válcovou stopkou a vnitřními otvory pro chlazení umožňují výkonné vrtání, vysokou přesnost a vykazují dobrou kvalitu povrchu obrobených otvorů.
Vyměnitelné vrtací hlavice typu ICP se doporučují pro uhlíkové a legované ocele (materiálová skupina ISO P), které se běžně používají při výrobě železničních komponentů a vykazují dobré výsledky při vrtání při výrobě podvozkových rámů.
Kombinované vrtací nástroje umožňují uživatelům provádět vrtání a srážení hran jedním nástrojem. Vyrábějí se v různých průměrech a délkách. Konstrukce vrtáků usnadňuje zvýšení řezných podmínek při zkrácení pracovního cyklu, tak i snížení počtů nástrojů zapojených do procesu.
Železniční průmysl je velkým spotřebitelem speciálních (na míru šitých) vrtáků. V mnoha případech použití speciálních vrtáků zajišťuje minimalizaci vyložení nástroje, zvyšování trvanlivosti vrtacího tělesa a využití jednoho nástroje pro několik operací. ISCAR navrhuje pro tento sektor řadu speciálních vrtacích řešení, zejména pro spojení mezi kolejnicemi a výhybkami, což vede k výraznému snížení nákladů na obrábění.
Charakteristické znaky a požadavky železničního sektoru mají vliv na vývoj řezných nástrojů mnoha způsoby. ISCAR na to odpovídá navržením inovativních, produktivních a spolehlivých řešení určených pro těžké aplikace, které uživatelé již přijali ke zdokonalení svých procesů.

 297
297




