









Rychlá plošná kontrola tloušťky stěny potrubí ultrazvukem
 Tloušťka stěny technických zařízení, jako jsou potrubí, nádoby, skladovací nádrže apod., je důležitým parametrem pro bezpečné provozování těchto zařízení i pro jejich životnost.
Tloušťka stěny technických zařízení, jako jsou potrubí, nádoby, skladovací nádrže apod., je důležitým parametrem pro bezpečné provozování těchto zařízení i pro jejich životnost.
Proto se provádí ověřování tlouštěk stěn těchto zařízení během jejich provozu, aby se předešlo havarijním stavům a bylo umožněno plánování oprav či výměn nevyhovujících částí.
Běžné měření tloušťky stěn (mluvíme samozřejmě o měření tlouštěk stěn technických zařízení zhotovených z kovu, nikoliv o stěnách stavebních) je většinou měřením selektivním, kdy se měří pouze vybrané body. Ty se vybírají podle odhadu rozložení kritických míst, způsobu poškozování materiálu nebo v rámci získání celkového přehledu o stavu zařízení. Tento způsob měření je sice relativně levný, ale neposkytuje žádné informace o stavu okolí.
Použití plošného snímání pomocí sond typu Phased Array sice umožňuje částečně odstranit tuto nevýhodu, avšak naráží na zásadní problém spočívající v zakřivenosti povrchů. V případě kontrol potrubí s menším rádiem, potrubních ohybů a případně kontrol ploch, které jsou komplexně zakřiveny, je možné takovéto měření realizovat jen omezeně nebo dokonce vůbec.
Ultrazvukové sondy obecně jsou vyráběny jako tvarově pevné. Pokud je třeba kontrolovat nějaký zakřivený povrch, používají se tzv. předsádky, které mají tvar blížící se zkoušenému povrchu. Tyto předsádky jsou ale k dispozici pouze pro velmi omezené množství vyráběných ultrazvukových sond, nemluvě o sondách typu Phased Array.
Použití flexibilních sond
Potrubní ohyby jsou často poškozovány takovými procesy jako je např. koroze urychlovaná tokem média (FAC). Problémem při kontrole je, že tvar povrchu se mění od konvexního do konkávního a geometrické parametry jsou proměnlivé. Měření potom nelze provádět klasickým způsobem, pokud je potřebné získat komplexnější data.
Plošná měření (jak rovinných tak i válcových ploch) lze realizovat pomocí ultrazvukových sond Phased Array s vysokým počtem elementů umístěných do manipulátoru s vodní předsádkou. Toto řešení ale v případě válcových ploch umožňuje kontrolu pouze ve směru obvodu, protože sondy jsou pevné, tedy mají konstantní pevný tvar.
Možným řešením výše uvedeného problému je použití flexibilních, tedy ohebných, sond. Tento princip je již nějakou dobu používán v případě kontrol metodou vířivých proudů, kde se jedná o plošnou kontrolu pomocí tzv. array sond. Tato kontrola je ale určena pro povrchovou kontrolu a nikoliv pro kontrolu celého objemu materiálu včetně jeho tloušťky.
Sondy v tvarovaném nosiči
Uvedený problém řeší použití ultrazvukové flexibilní sondy Phased Array umístěné v tvarovaném nosiči, který je zároveň ručním skenerem. Vzhledem k tomu, že ohebná sonda je samostatným dílem a k dispozici je celá řada vyměnitelných pouzder s různým zakřivením, lze provádět zkoušení většiny zaoblených povrchů.
Výhodou navíc je, pokud uživatel disponuje technologii 3D tisku, že si může navrhnout a vytisknout potřebný tvar pro zcela konkrétní aplikaci. Tím dochází k výrazné úspoře, a to nejenom časové. Skener umožňuje detekovat a měřit různé druhy poškození a anomálií, jako např. zbytkovou tloušťku stěny, korozní pitting, erozi, laminaci, vměstky a podobně.
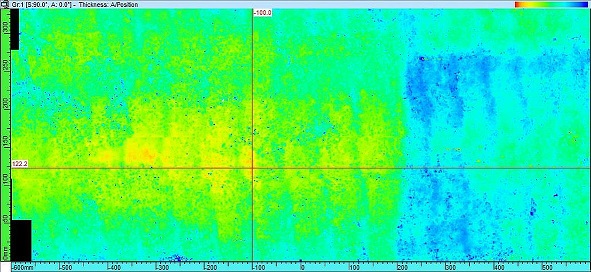 Díky vodní předsádce je možné skener použít ve velkém rozsahu tlouštěk. Protože je vybaven i enkodérem pohybu, všechna data jsou nahrávána s přesným rozlišením místa. Výsledný obrázek, tzv. C-sken, zobrazuje velmi názorně stav zkoušeného materiálu a jeho tloušťku.
Díky vodní předsádce je možné skener použít ve velkém rozsahu tlouštěk. Protože je vybaven i enkodérem pohybu, všechna data jsou nahrávána s přesným rozlišením místa. Výsledný obrázek, tzv. C-sken, zobrazuje velmi názorně stav zkoušeného materiálu a jeho tloušťku.
K plošné kontrole zaoblených povrchů používáme k všeobecné spokojenosti skener společnosti Olympus. Díky tomu, že zároveň disponujeme možnostmi 3D tisku a máme již značné zkušenosti s vývojem a použitím 3D tiskáren pro oblast nedestruktivního zkoušení, představuje pro nás použití systému FlexoFORM ideální příležitost pro poskytování služby zákazníkům.
Je samozřejmě nutno dodat, že tento systém sám o sobě není funkční a ani samospasitelný. Ke kontrole je nutno mít také ultrazvukový měřicí přístroj, k měření a hodnocení výkonný software a samozřejmě i výkonný počítač. Výstupem měření je záznam uložený v paměti přístroje či na pevném disku počítače. S ním je pak možné dále pracovat – přehrávat, analyzovat a hodnotit získaný obraz.
Pro měření používají odborníci společnost TEDIKO manipulační prostředky vytvořené vlastním vývojem přímo na míru konkrétní aplikace. Tyto prostředky umožňují kontrolovaný pohyb měřicích sond, čímž urychlují a zpřesňují kontrolu. To je případ i zde popisované metody. Moderní metody návrhu a výroby umožňují operativní a pružné uzpůsobování měřicího zařízení okamžitým požadavkům.
Popsaná metoda je vhodná pro diagnostiku stavu a sledování životnosti výrobního zařízení v energetice, teplárenství, chemickém průmyslu včetně rafinérií a dalších průmyslových oborech, zkoušek tlakových a plynových zařízení.
TEDIKO, s.r.o., Pražská 5487, 430 01 Chomutov
tel.: 474 652 161, e-mail: info@tediko.cz, www.tediko.cz
 281
281




