









Provozní kontrola kotoučových součástek
 Kotoučové součástky jsou častým prvkem ve všech odvětvích strojírenství. Velkosériově se vyrábějí hlavně v ložiskovém a automobilovém průmyslu, a bude tomu tak asi i v budoucnu po výrazném posílení elektromobility.
Kotoučové součástky jsou častým prvkem ve všech odvětvích strojírenství. Velkosériově se vyrábějí hlavně v ložiskovém a automobilovém průmyslu, a bude tomu tak asi i v budoucnu po výrazném posílení elektromobility.
Linková výroba součástek běžně pracuje v sekundových taktech a stejně produktivní musí být i kontrolní a měřicí zařízení. Jejím výrobcem je v ČR mj. brněnská společnost MESING, specializovaná na zakázkovou měřicí a automatizační techniku.
Kontrola je nyní součástí výrobního 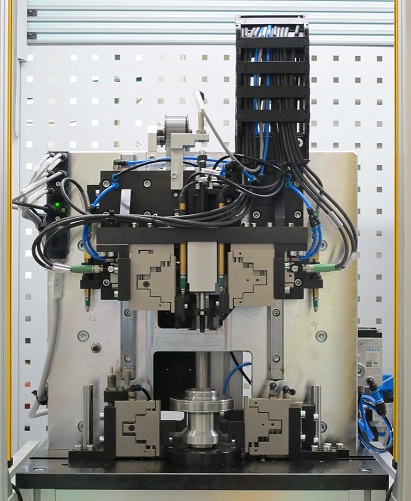 procesu
procesu
Dnes se nepřipouští vadná součástka na montážní lince. Přitom zastavit linku je nepřijatelné. Prosazuje se 100% kontrola, která splňuje náročné požadavky na automatizaci a není ovlivněna subjektivním vlivem kontrolora. Nové měřicí metody, určené do provozních podmínek, v současnosti garantují přesnost dosahovanou donedávna výhradně laboratorními přístroji a jsou navíc mnohem produktivnější. Na těchto základech dnes stojí moderní provozní měřicí technika, a to i na kontrolu kotoučových součástek.
Kotoučové součástky a přesnost
Počet typů kontrolovaných parametrů i přesnostních požadavků je velký. Největší přesnost je požadována hlavně u ložiskových kroužků, kde se klade stále větší důraz na vlnitost a drsnost oběžných drah. Dnes se v provozních podmínkách a při taktu v řádu sekund měří tyto parametry stoprocentně při rozlišení v řádu nanometrů (0,001 µm). To se týká hlavně kroužků ložisek do nejdražších automobilů, jejichž motor musí být téměř neslyšný. Nicméně i v autech středních tříd jsou používána ložiska, jejichž oběžné dráhy kroužků vyžadují podobně přesnou kontrolu. Ovalita, kuželovitost, souosost, radiální a axiální házení jsou všeobecně max. několik µm, délkové parametry do cca 10 µm.
Měřicí metody a koncepce stanic se volí účelově. Dosud stále převládají kontaktní měřicí metody, které jsou nejdéle propracované, garantují požadovanou přesnost a jsou relativně levné. Poškozování kontrolovaného povrchu je minimalizováno odstavováním měřicích doteků a volbou vhodného materiálu funkčních ploch (včetně diamantů).
 Kontrolované parametry
Kontrolované parametry
Stanice standardně garantují měření těchto parametrů nebo jejich kombinací:
- délkových mír v osovém a radiálním směru,
- radiálního a čelního házení,
- kuželovitosti otvoru a vnější válcové plochy,
- úchylek kruhovitosti (ovalita, vlnitost) a drsnosti,
- rovinnosti čel.
Realizace
Většina stanic je koncipována účelově pro daný typ součástky a pro požadovanou skupinu parametrů. Před zahájením projektu se velmi často realizují u dodavatele potřebné modelové zkoušky. Některé prvky jsou vyvíjeny v předstihu v rámci interních projektů nebo třeba MPO (např. účelové indukčnostní snímače v projektu TRIO – FV 10336).
Příklady zařízení na kontrolu kotoučových součástek jsou na fotografiích. Této problematice byla věnována nemalá pozornost v expozici MESING na MSV Brno 2019.
Ing. Jan Kůr
 278
278




