










Nanometry a strojírenská metrologie
 Strojírenská metrologie se v novém tisíciletí rozvíjí obrovským tempem. Je to hlavně díky německému automobilovému a ložiskovému průmyslu. Právě tato dvě odvětví dnes určují hlavní trendy vývoje metrologie.
Strojírenská metrologie se v novém tisíciletí rozvíjí obrovským tempem. Je to hlavně díky německému automobilovému a ložiskovému průmyslu. Právě tato dvě odvětví dnes určují hlavní trendy vývoje metrologie.
Vývoj a výroba metrologických zařízení má v ČR dlouhou tradici a je to také důsledkem naší dlouhodobé orientace na produkci automobilů a jejich dílů. Starší metrologové s pokorou zhlíželi na mikrometry, jejich následovníci již ale začínají mluvit o nanometrech. Je smysluplné, že jsou u nás high-tech firmy, které tyto trendy podchytily a pracují na rozvoji strojírenské nanometrologie.
Provozní měřidla pro přesnou hromadnou výrobu
Původně byla provozní měřidla vybavována analogovými – mechanickými číselníkovými úchylkoměry, údaje se zapisovaly ručně. Ty byly později nahrazovány modernějšími digitálními úchylkoměry. Požadavky na přesné a rychlé víceparametrické provozní měření byly realizovány již výhradně pomocí snímačů a elektronických jednotek, umožňujících připojit větší počet těchto snímačů (dnes běžně i 50). Prosadily se hlavně indukčnostní snímače; v ČR a německy mluvících zemích s polomostovým zapojením (jádro mezi 2 cívkami). Ty dnes umožňují měřit s rozlišením, ale často i s opakovatelností 0,01 µm, speciály dokonce v řádu nanometrů. Potřeba snímačů je nyní velká a roste poptávka zejména po účelově koncipovaných snímačích pro provozní automatické kontrolní stanice.
Kalibrace snímačů a elektronických jednotek
Většina podnikových měrových laboratoří, ale i akreditovaných kalibračních pracovišť, se již dříve vybavila komparačními – kalibračními měřidly s rozlišením 0,1 µm. Dochází tím k disproporci v rozlišení snímačů a kalibrační techniky. Ve většině případů stávající zařízení vyhovují, jsou ale situace, kdy je již potřeba větší rozlišení (identifikace počáteční destrukce feritových jader zejména okolními vibracemi, vadného vinutí cívek indukčnostního systému, mechanických závad pohybových prvků atd.). Vzniká potřeba většího rozlišení.
Možnosti takového řešení jsou dvě, a to:
- modernizovat stávající kalibrační měřidla (ne vždy je to ale možné),
- zakoupit nové měřidlo s potřebnými parametry (není jich na trhu mnoho a cena výrobků renomovaných zahraničních firem bývá poměrně vysoká).
První varianta bývá preferována a spočívá v náhradě původního odměřovacího systému novým, s malou nelinearitou a vysokým rozlišením. Někdy je nutno modernizovat i posuvový mechanismus a použít jemnější mikrometrický šroub. Je optimální, když je odměřovací zařízení vybaveno standardní upínací stopkou Ø 8h7. Pro tyto účely byl navržen speciální délkoměr US 12.
Univerzální délkoměr s rozlišením  2,5 nm
2,5 nm
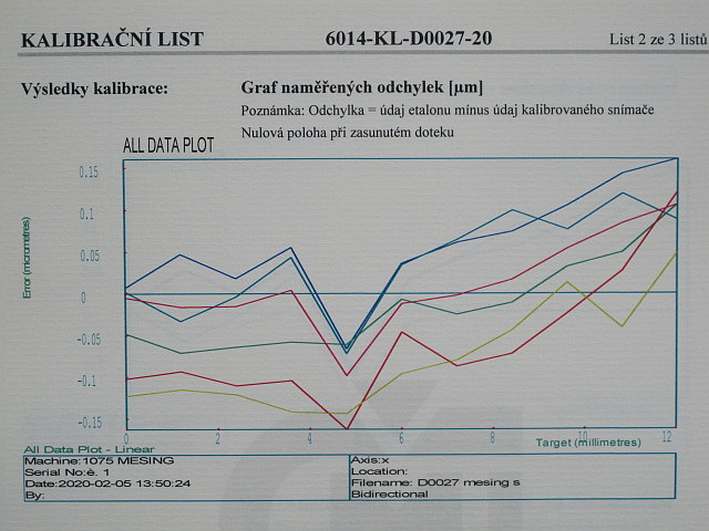
Speciální délkoměr US 12 je určen pro kalibrační měřidla, a to jak pro některá novější, tak hlavně pro modernizaci těch starších. Má funkční zdvih 12 mm, pracuje s rozlišením 2,5 nm (0,0025 µm) a je vybaven univerzální upínací stopkou Ø 8h7 (obr. 1). Rozlišení 2,5 nm se jevilo pro dané použití jako maximální a vycházelo zejména z možností mechaniky měřidel. Vlastnosti použitého inkrementálního odměřovacího systému jsou garancí vhodnosti i jako podnikového etalonu kratších délek. Na obr. 2 je graf kalibračního protokolu ČMI, kde bylo zařízení porovnáváno s laserinterferometrem.
Disperzní nanosnímačová měřicí technika
V ČR je vyráběna mj. i nanometrická technika pro provozní kontrolu vlnitosti, drsnosti a různých defektů rotačních součástek (otvory, vnější válcové i čelní plochy). Ta ale využívá relativní měřicí metody, zejména optické disperzní. Příklad kontrolní stanice je na obr. 3. Předností metody je velmi rychlé měření a zpracování signálu (cca 1 sec.), nanometrické rozlišení, ale i velká netečnost k vibracím a polohovým změnám. Při měření vlnitosti (hodnocení výsledků hlavně pomocí FFT) se běžně pracuje ve frekvenčním rozsahu 2–500 vln, filtrace je přirozeně možná. Tato sofistikovaná zařízení jsou instalována zejména ve výrobě precizních ložisek, kloubních náhrad, kulových čepů, kuličkových šroubů, prvků řízení aut atd. Za vývojem této techniky stály hlavně požadavky na minimalizaci vibrací, akustického hluku a pasivních odporů uložení.
Pro nanometrická měření délek jsou někdy modifikovány i indukčnostní snímače (obr. 4). Jejich hranice rozlišení a opakovatelnosti obvykle nepřekračují 5 nm. Je to ale nejlevnější možnost realizace nm měření.

Závěr
V současné době probíhá vývoj komparačního kalibračního měřidla s rozlišením 2,5 nm a zdvihem 30 mm pro uživatele s větším počtem snímačů. Realizátorem této techniky je v ČR brněnská společnost MESING, zaměřená hlavně na zakázková provozní měřicí zařízení, ale i kalibrační přístroje.
Na vývoji a realizaci participují přední vědecká pracoviště (ÚPT AV ČR, ÚM SAV, ČMI, VUT FSI) a renomované specializované zahraniční firmy (Renishaw, Optosurf). V Brně jsou také vyvíjeny (ve spolupráci ÚPT AV ČR, MESING a ČMI) i speciální laboratorní nanosnímače a nanokomparátory ještě vyšších přesností. Tato zařízení jsou ale určena po úzký okruh uživatelů se zaměřením na výzkum, vývoj a kalibraci vysoce přesné délkové měřicí techniky.
Ing. Jan Kůr
 241
241




