










Nedestruktivní ověření výrobních vad svarových spojů zkušebních těles
 Svařování patří k základním postupům spojování materiálů, v jehož průběhu mohou vznikat vady. Typy výrobních vad závisí zejména na dané metodě svařování, druhu základního a přídavného materiálu a také na svářeči samotném.
Svařování patří k základním postupům spojování materiálů, v jehož průběhu mohou vznikat vady. Typy výrobních vad závisí zejména na dané metodě svařování, druhu základního a přídavného materiálu a také na svářeči samotném.
Typickými vadami, které svým charakterem odpovídají v praxi zkoušeným komponentám, jsou studený spoj, trhliny, neprovařený kořen, hubený kořen, nadměrné převýšení kořene, vměstky, pórozita a další.
Pro ověření výroby vybraných typů vad svarových spojů byly zvoleny plochá i trubková tělesa s homogenním nebo heterogenním svarovým spojem. Jsou vyráběna ze stejného materiálu, stejnou metodou svařování i s vadami, které odpovídají vadám detekovaným v technické praxi energetického průmyslu. Výroba vad je prováděna změnami parametrů svařování a kontaminací svarových ploch průmyslovými látkami.
Z oblasti nedestruktivního zkoušení (NDT) jsou k detekci vad vhodné objemové metody ultrazvuková a prozařovací. Při ultrazvukovém zkoušení je využívána technika Phased Array. Cílem je porovnat výsledky použitých metod NDT navzájem i s výsledky metalografického rozboru jednotlivých vad.
Nová zkušební tělesa (ZT) byla vyrobena z nerezového plechu o tloušťce stěny 30 mm. Dalšími tělesy jsou válcová tělesa o rozměru 89 x 6,3 mm a délce 200 mm určená k vzájemnému srovnání vlivu tloušťky stěny a geometrie na chování výrobních vad svarového spoje při detekci ultrazvukovou metodou.
Zkušební vzorky 
Výroba vývojových zkušebních těles s výrobními vadami svarových spojů byla realizována na vzorcích válcovaného nerezového plechu a trubkách metodou svařování 141 – TIG (obloukové svařování netavící se elektrodou v inertním plynu).
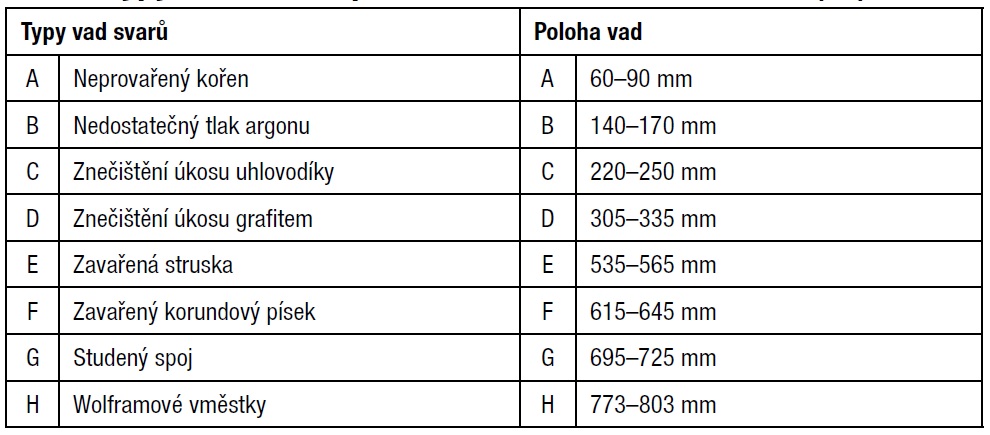
Plech o rozměrech 900 x 303 x 30 mm obsahuje celkem 8 různých výrobních vad vždy o délce cca 30 mm, umístěných na levém i pravém úkosu svarového spoje a se vzájemným rozestupem cca 50 mm, vyznačením nulového bodu a směru zkoušení (obr. 1). Jednotlivé typy vad i jejich poloha jsou blíže definovány v tabulce 1. Svařovaný materiál byla nerezová ocel AISI 316 L.
Typy vad svarů*Poloha vad
A*Neprovařený kořen*A*60–90 mm
B*Nedostatečný tlak argonu*B*140–170 mm
C*Znečištění úkosu uhlovodíky*C*220–250 mm
D*Znečištění úkosu grafitem*D*305–335 mm
E*Zavařená struska*E*535–565 mm
F*Zavařený korundový písek*F*615–645 mm
G*Studený spoj*G*695–725 mm
H*Wolframové vměstky*H*773–803 mm
Tab. 1 Typy vad svarů a poloha vad ve zkušebním tělese (ZT).
Válcová tělesa byla vyrobena vždy s jednou vadou po obvodu, na obr. 2 je oblast vady vyznačena písmenem. Heterogenní svarový spoj vznikl spojením ocelí P256GH a 1.4541.
Aplikované metody NDT
Z oblasti nedestruktivního zkoušení byly pro detekci povrchových vad aplikovány: vizuální kontrola a penetrační metoda u ZT plech. Pro detekci vnitřních vad svarového spoje byly využity metody ultrazvukového a radiografického zkoušení pro oba typy zkušebních těles.
Na ZT typu plech bylo provedeno ultrazvukové zkoušení technikou Phased Array (PAUT) přístrojem Dynaray 128/128PR, Phased Array (PA) sondou o frekvenci f = 3,5 MHz a dvojitou PA sondou o f = 2,25 MHz. Zkoušení bylo provedeno ze strany koruny svaru a v této poloze z obou stran svaru. Radiografické zkoušení (RT) bylo u ZT typu plech provedeno dle normy ČSN EN ISO 17636-1 ve třídě B. Na válcových ZT byla PAUT provedena dvojitou PA sondou o frekvenci f = 4 MHz.
Nedestruktivní zkoušení
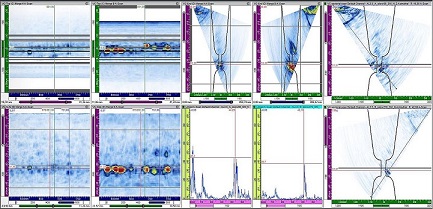
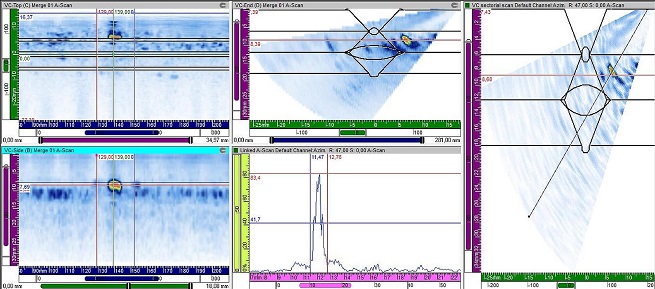
Z celkového počtu osmi výrobních vad jsou prezentovány výsledky PAUT a RT svaru se studeným spojem u obou typů ZT, viz obr. 3 a 4.
U plechu byl studený spoj detekován ze strany B, označení na obr. 1, v poloze 718 až 752 mm od nulového bodu s celkovou délkou vady 34 mm. U válcového tělesa byl studený spoj mezi vrstvami svaru detekován ze strany feritické oceli.
Metalografické hodnocení
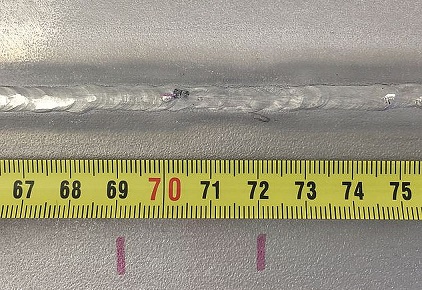
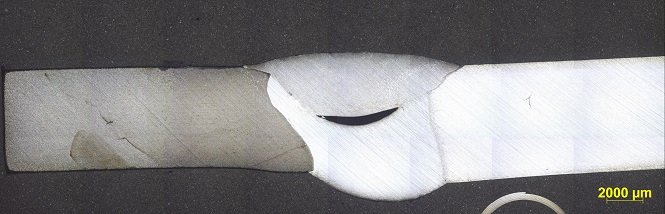
Zkušební těleso plech nebylo podrobeno metalografickému rozboru, byla provedena vizuální kontrola kořenové oblasti svaru (obr. 5). Válcové těleso s vadou typu G bylo podrobeno metalografii provedené v místě určeném PAUT (obr. 6).
Shrnutí
Vzájemné srovnání schopnosti detekovat zvolené typy vad objemovými metodami UT a RT společně s výsledky makroskopického rozboru pro všechny tři typy zkušebních těles je uvedeno v tabulce 2.
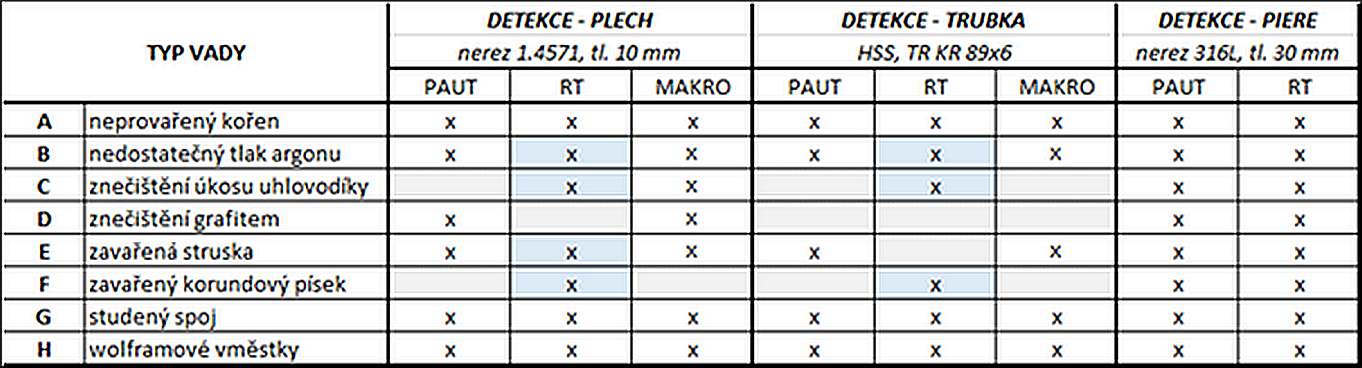
Modře označená pole – RT metoda detekovala vadu, ale v protokolu bylo hodnoceno jako vyhovující s ohledem na kritéria přípustnosti dle norem ČSN EN ISO 5817 st. B, nebo ČSN EN ISO 10675-1 a stupeň přípustnosti 1. Křížek x znamená, že daná metoda vadu detekovala.
Z tabulkových výsledků je patrné, že u plochých vzorků s tloušťkou stěny do 10 mm metalografie potvrdila přítomnost téměř všech typů vad ve svarovém spoji. Pouze 3 typy vad byly detekovány metodou RT a 6 typů bylo detekováno technikou PAUT.
U válcových těles s tloušťkou stěny 6 mm metoda RT stejně jako u předchozího typu plochého vzorku potvrdila pouze 3 typy vad. Metoda PAUT detekovala 5 typů vad a tyto byly potvrzeny i metalograficky.
U plochého vzorku s tloušťkou stěny 30 mm obě objemové NDT metody detekovaly všechny typy vad. Metalografie nebyla provedena z důvodu požadavku zachovat vzorek vcelku pro další rozbory.
Závěr
Parametry svařování a specifické postupy vedoucí ke vzniku vad, které byly získány při výrobě vývojových zkušebních těles, byly ověřeny objemovými metodami nedestruktivního zkoušení. Znalost upravených parametrů svařování je důležitá k zajištění opakovatelnosti výrobních vad při svařování. Při výrobě zkušebních těles lze tabulku 1 využít jako vodítko pro výběr typu vady s ohledem na druh polotovaru, materiálu a rozměry, zejména tloušťku tělesa.
Je zřejmé, že u větší tloušťky materiálu a tím i většího počtu svarových housenek (vrstev) lze lépe v průběhu procesu svařování zajistit vznik všech požadovaných typů vad.
Jana Veselá, Pavel Mareš
Centrum výzkumu Řež
Prezentované výsledky byly podpořeny Ministerstvem školství, mládeže a tělovýchovy – projekt LQ1603 Výzkum pro SUSEN. Práce byla realizována na velké infrastruktuře Udržitelná energetika (SUSEN) vybudované v rámci projektu CZ.1.05/2.1.00/03.0108.
 68
68

.gif)


