









Řezání laserovým paprskem jako nikdy předtím
 V minulosti byly hlavními nástroji pro řezání kovů děrovací, stříhací a lisovací stroje. Zavedení zařízení pro řezání CO2 laserem v 80. letech 20. století, zlepšilo kapacitu řezání i kvalitu hran.
V minulosti byly hlavními nástroji pro řezání kovů děrovací, stříhací a lisovací stroje. Zavedení zařízení pro řezání CO2 laserem v 80. letech 20. století, zlepšilo kapacitu řezání i kvalitu hran.
V roce 2010 však začaly vláknové lasery nahrazovat CO2 lasery ve většině řezacích aplikací díky vyšší rychlosti, snadnějšímu použití a nižším provozním nákladům. Navzdory těmto výhodám byly lasery CO2 stále upřednostňovány pro řezání materiálů středních a vyšších tlouštěk kvůli jejich výborné kvalitě.
Společnost Mazak přichází s novou technologií tvarování paprsku (Beam Shaping), která má za cíl překonat poslední omezení vláknových laserů tím, že jim umožní vytvářet stejnou nebo lepší kvalitu hran jako CO2 lasery, a to bez ohledu na tloušťku materiálu.
Co je Beam Shaping?
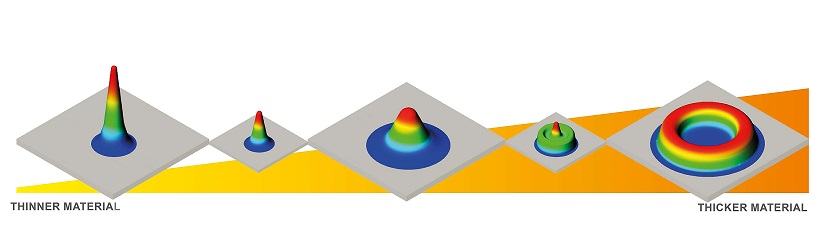
Jde o změnu rozložení výkonu laserového paprsku na materiálu kontrolovatelným a opakovatelným způsobem, aby bylo dosaženo nejlepších výsledků zpracování. Díky funkci Variable Beam Mode může obsluha, potažmo stroj, přepínat z tvaru paprsku malého plochého vrcholu až na velký donut-kruh, případně všemi tvary mezi nimi, jak je znázorněno na obr. 1.
Princip fungování tvarování paprsku je jedinečná, patentovaná technologie All in fiber (veškerý výkon ve vlákně), která funguje s veškerým jmenovitým výkonem laseru, a to v požadovaném místě příslušného tvaru a typu módů. Tímto překonává omezení jiných přístupů, a to lasery s volným prostorem vlákna nebo fúzovaným vláknem kombinovaných multi-laserů, jež v obou případech nemusí využít celý jmenovitý výkon laseru.
Řezání tenkých a silných kovů
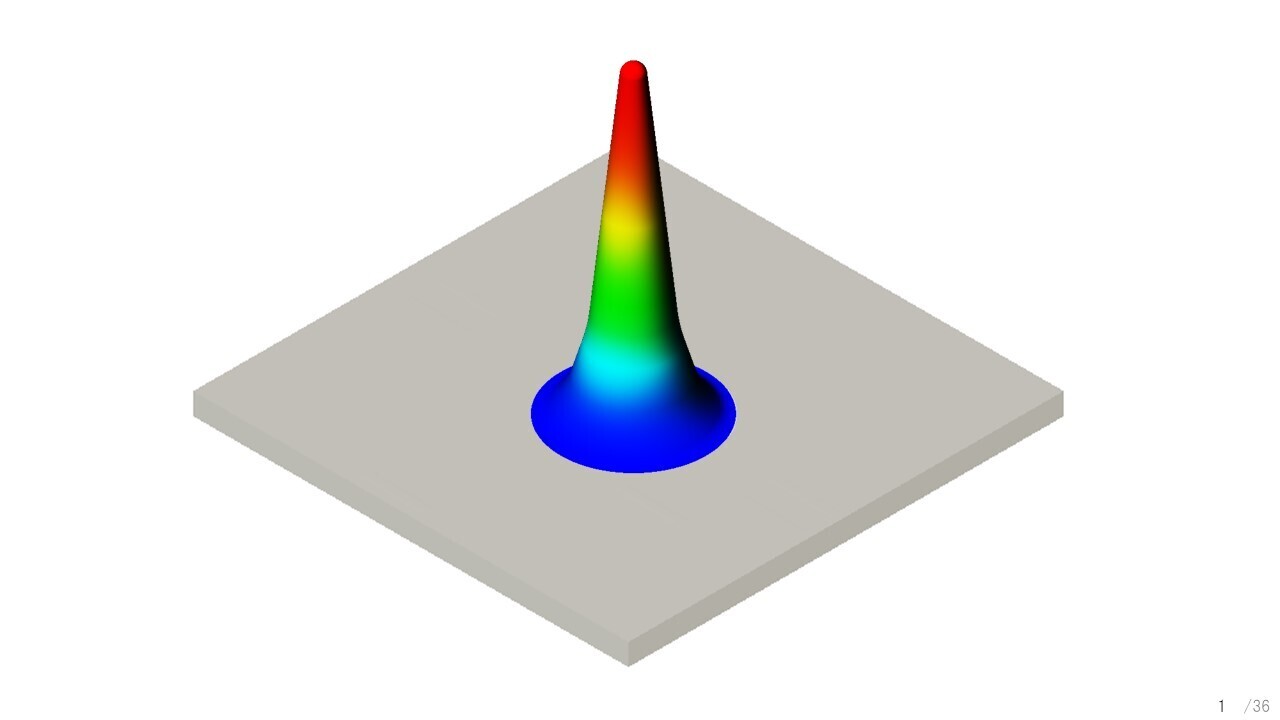
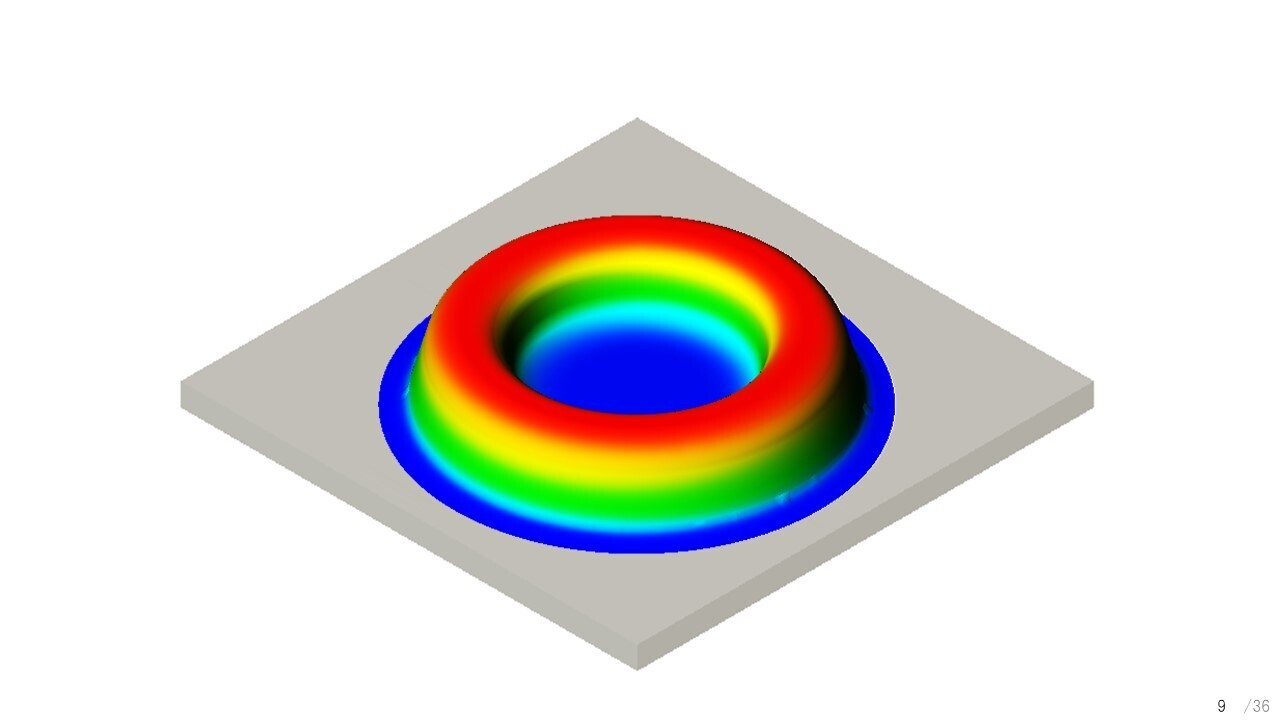
Nejlépe se tato technologie uplatní při řezání tlustých plechů, kde je nulový kužel neboli podřez nezbytný pro dosažení vysoké přesnosti a hladkých hran. Tradiční vláknové lasery pracující s Gaussovským nebo malým plochým režimem (což je např. mód paprsku TEM00) vytvářející dokonale zaostřený laserový bod, který je optimální pro řezání tenkého kovu, ale s rostoucí tloušťkou kovu se potýká s problémy (obr. 2). Naproti tomu lasery CO2 mohou pracovat v režimu TEM01, který je optimální pro řezání tlustých plechů a odpovídá módu na obr 3.
Technologie představená společností Mazak nyní dokáže dosáhnout a překonat výsledky laserů CO2 tím, že umožňuje uživatelům měnit velikost průměru paprsku a upravovat rozložení výkonu zaostřeného paprsku, a tím řídit rozložení tepla na obrobku.
Pracujete s tenkými hliníkovými plechy? Nejlepší je malý průměr paprsku s vysokou hustotou výkonu ve středovém jádru. Silné a těžké ocelové plechy? Použití většího průměru a nasměrování většího množství tepla na vnější okraje paprsku zajistí hladší hrany a celkově vyšší přesnost.
Pro každou tloušťku a materiál odpovídá různé řešení, nicméně nyní lze využít pouze jeden laserový zdroj, jenž dokáže měnit jednotlivé módy během 30 milisekund.

Různé nosníky, různé tvary, různé modely
Technologie variabilního paprsku je k dispozici s různými modely Mazak s trubkovým laserem FG-400 NEO, který dokáže více procesů v jednom upnutí, jako je 3D řezání, vrtání a srážení hran, a to na velkých rozměrech profilů do průměru 406 mm.
Dalším modelem je OPTIPLEX 3015 NEO, 2D řezací stroj, známý svým vysokým stupněm automatizace, produktivitou a možností širokého výběru výkonů. Režim variabilního paprsku vykazuje také vynikající stabilitu řezání i při horších kvalitách povrchu materiálu.
Celkově technologie tvarování laserovým paprskem ukazuje, jak lze díky společnosti Mazak spojit kvalitu, přesnost, přizpůsobivost a rychlost v jednom stroji.

Výhody Beam Shaping
Rychlost řezání – změnou hustoty a velikosti paprsku lze zvýšit obrobitelnou tloušťku a díky menším tryskám zvýšit rychlost řezání.
Kolmost – použití Beam Shaping při řezání uhlíkové oceli kyslíkem vede k výrazně lepším výsledkům ve srovnání s konvenčními metodami (kuželovitost řezu je téměř nulová). Díky optimalizovanému rozložení energie je možné nastavit nižší ohnisko, což zvyšuje stabilitu řezu.
Kvalita – variabilní regulace paprsku umožňuje dosáhnout vynikající kvality řezu, neboť zajišťuje lepší rozptyl tepla v materiálu, čímž zabraňuje přehřátí trysky.

www.mazak.cz
Foto: Mazak
 17
17




