










Provozní měření malých vnitřních rozměrů
 Měření malých průměrů otvorů a šířek drážek patří ve velkosériové výrobě k problematičtějším kontrolním operacím. Pro tyto účely se používají hlavně miniaturní dvoučelisťové rozpínací trny.
Měření malých průměrů otvorů a šířek drážek patří ve velkosériové výrobě k problematičtějším kontrolním operacím. Pro tyto účely se používají hlavně miniaturní dvoučelisťové rozpínací trny.
Rozepnutí dvoučelisťových rozpínacích trnů sleduje kolmo uspořádaná kuželová jehla, zakončená na druhém konci rovinnou opěrkou, které se dotýká snímač odměřovacího systému. I přes použití tvrdých povlaků a tvrdokovů dochází časem k nekontrolovanému opotřebení styčných ploch a s tím souvisí zvětšení tření, zhoršení linearity, opakovatelnosti i hystereze.
Problémy vznikají zejména při kontrole rozměrů s úzkými tolerancemi běžně pod 10 µm a s rychlým taktem měření v řádu nižších sekund. Proto byla eliminace těchto nevýhod nutná.
Možnosti zlepšené situace
Průzkum a modelové zkoušky ukázaly na nutnost:
• minimalizovat pasivní odpory a opotřebení funkčních ploch,
• co nejvíce akceptovat Abbeho přesnostní principy,
• zkrátit měřicí obvod mj. zabudováním speciálního snímače s vysokým rozlišením
přímo do měřicího trnu co nejblíže rozpínaným čelistím,
• minimalizovat setrvačné hmoty,
• vyvinout speciální podpůrné prvky, jako bezvůlové pružné centrážní hlavice, miniaturní pneumatické válce pro odstavování měřicích doteků, doteky s diamantovou vrstvou, ale i účelové testery pro vývoj i následnou výrobu.
Vývoj byl s výhodou začleněn do projektu TREND FW 03010687, jehož koordinátorem je přední výrobce zakázkových automatických kontrolních stanic – brněnská firma MESING a na projektu participuje ÚPT AV ČR.
Návrh realizace záměru
Široká škála požadavků souvisí s možností použití celé řady měřicích metod a způsobů konstrukčního řešení. V další části příspěvku se zaměříme na řešení nabízející nejširší uplatnění postavené na bázi rozpínacích trnů s půlkulovými měřicími čelistmi na zdvojeném (svázaném) pákovém systému s pružnými klouby. Tím se potlačí pasivní odpory.
Odměřování vzájemného pohybu ramen je nově realizováno atypickým indukčnostním diferenciálním systémem s trubkovým jádrem, který je výrazně citlivější než standardní s válcovým jádrem. Jeho další velkou výhodou je minimální vliv radiálního posunutí jádra v cívkách na linearitu při výkyvu ramen. Indukčnostní systém je uložen co nejblíže k měřicím čelistím a nevýhoda pákového převodu je kompenzována rezervou v citlivosti indukčního systému, a to nastavovacími prvky přímo v konektoru. Všechny trny musí mít shodnou citlivost na úrovni evropského standardu TESA/HIRT. Tím se zaručí operativní výměna trnů bez jakéhokoliv seřizování.
Standardní příklady realizace
Na základě výše uvedených úvah a modelových ověření byl realizován větší soubor vzorků trnů.
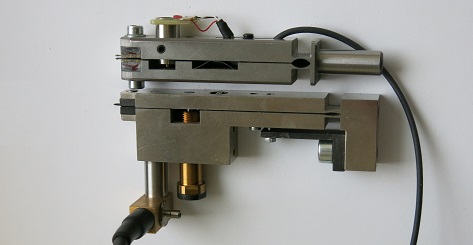
Měřicí trn na kontrolu otvorů ø 0,8 mm je na obr. 1 a je ve variantě na kontrolu hmotnějších součástek. Proto je vybaven u upínací stopky středicím křížovým kloubem, který se při měření malých a lehkých dílů nerealizuje. Opakovatelnost měření se pohybuje okolo 0,25 µm.
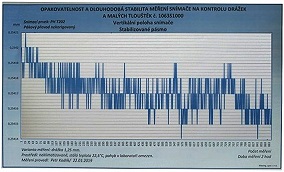
Měřicí trny na kontrolu šířky drážky 0,6 mm (2 varianty) jsou na obr. 2. Ukázka excelentní opakovatelnosti z cca 800 měření je na obr. 3. Výroba trnů pro větší rozměry je snadno realizovatelná za podmínky vybavení elektroabrazivní technologií.

Extrémy
Četné modelové zkoušky ukázaly velkou univerzálnost navrženého systému a vhodnost, jak pro ještě menší, tak i pro větší rozměry. Na obr. 4 jsou dva trny ø 0,45 a 0,6 mm včetně detailu měřicích čelistí. K jejich zhotovení včetně rozříznutí byla nutná speciální technologie na bázi studeného mikrolaserového víceosého obrábění (technologii vlastní ÚPT AV ČR). Nutno poznamenat, že kontrola malých otvorů vyžaduje vysoce přesné bezvůlové manipulační systémy.
Systém je ale vhodný i pro kontrolu větších průměrů a největší ověřený trn má průměr 50 mm. Větší trny byly úspěšně ověřeny v modifikaci pro dvoubodové, ale i tříbodové měření (obr. 5), které někteří zákazníci striktně požadují. Je nutno upozornit, že výsledky měření tříbodovou metodou (3 x 120°) a dvoubodovou metodou nejsou shodné (výsledky tříbodového jsou 1,5krát větší) a řada metrologů si často nevědomky zpřísňuje nároky na kontrolu.
Závěr
Četné testy prokázaly, že navrženým řešením lze výrazně zpřesnit měření průměrů otvorů i šířky drážek, navíc ve velkém rozsahu. Vyvíjené trny budou vyráběny a odladěny zakázkově pro daný rozměr a budou hlavně instalovány do účelových automatických linkových stanic nebo vysoce přesných ručních měřidel.
Jan Kůr
Foto: Mesing
 7
7




