










Rychlé provozní skenování tvarovaných rotačních povrchů
 Kontrola takovýchto dílů se dosud prováděla hlavně pomocí třísouřadnicových měřicích strojů umístěných v měrových střediscích většinou mimo výrobu. Trendy ale vyžadují kontrolu přímo na výrobní lince.
Kontrola takovýchto dílů se dosud prováděla hlavně pomocí třísouřadnicových měřicích strojů umístěných v měrových střediscích většinou mimo výrobu. Trendy ale vyžadují kontrolu přímo na výrobní lince.
Nové trendy v sériové výrobě požadují 100procentní kontrolu pomocí účelových kontrolních stanic zabudovaných přímo do výrobní linky. Jejich takt je synchronizovaný s taktem linky a bývá v řádu sekund, přesnost musí odpovídat laboratorní technice.
Základní informace
Tvarová i rozměrová rozmanitost součástek je velká. Smysluplná 100procentní kontrola požaduje účelové provedení stanic, modifikace univerzálních zařízení se neosvědčila. Třísouřadnicové měřicí stroje jsou postavené většinou na kartézském systému definice polohy bodu, ten ale není pro linkovou kontrolu rotačních dílů optimální a bylo účelné vycházet z polárního systému. Začínalo se na „zelené louce“ bez zkušeností a technického zázemí.
Realizaci umožnil až úspěšný vývoj zejména:
- přesných a cenově dostupných pneumatických vřeten s přesností rotace v řádu 0,1 µm,
- speciálních indukčnostních délkových snímačů s lehkým odměřovacím systémem umožňujícím pracovat s rozlišením, ale i s opakovatelností 0,01 µm,
- HW rychlých vyhodnocovacích jednotek se vzorkováním 5000/sec.,
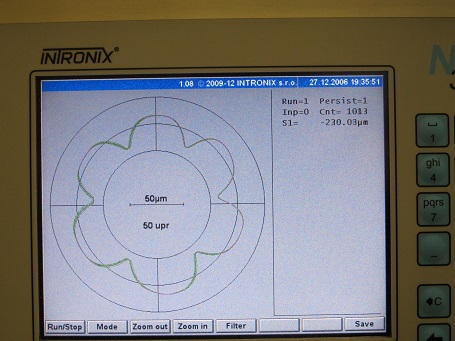
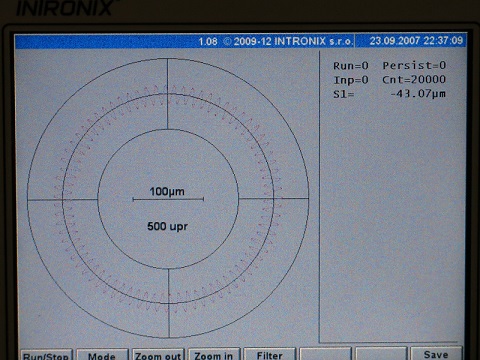
- SW s filtrací radiálního házení, ale hlavně s hodnocením tvaru pomocí rychlé Fourierovy transformace (FFT).
Aktivity byly financovány mj. i z projektu TREND FW 03 01 0687.

Realizace
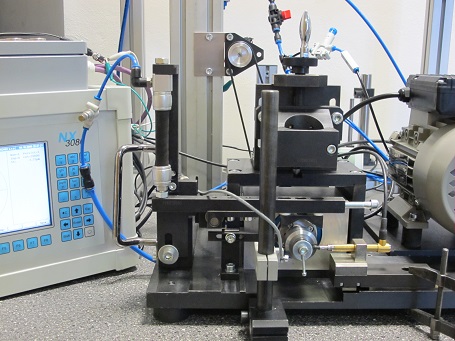
Problematikou se intenzivně zabývá brněnská firma MESING, která je dlouhodobě zaměřena na realizaci zakázkových, zejména automatických, kontrolních a měřicích stanic a má v současné době velké zázemí speciálních prvků, mj. i pro realizaci skenovacích stanic tvarovaných vnitřních i vnějších rotačních povrchů.
Až na menší výjimky tvoří základ této techniky pneumatický vřeteník s vysokou přesností rotace (cca 0,25 µm – ovál) bez nasuperponovaných parazitních vyšších frekvencí, s funkcí bez tření, s téměř nulovým šumovým pozadím, s velkou radiální i axiální tuhostí, s minimální spotřebou tlakového vzduchu jako nejdražšího provozního média, a třeba také s vhodností pro trvalý, třísměnný provoz s dlouhodobou životností.
Jako optimální se ukázalo uložit vřeteno v radiálním i axiálním směru na porézní grafit s průduchy cca 10 µm. Ty vytváří potřebný tenký, tuhý a stabilní vzduchový film, eliminující částečně tvarové nedokonalosti úložných ploch a garantující malou spotřebu tlakového vzduchu.
Nekolmosti / axiální házení se s výhodou eliminují speciálními naklápěcími pružnými klouby. Vřeteníky na bázi těchto prvků musí být vybavené automatickou blokací otáčení motoru, a to i přesto, že má grafit vynikající třecí vlastnosti. Je totiž nutné zamezit opotřebení jinak měkkých grafitových ložisek.
Původně se aplikovala vzduchová ložiska americké provenience (prvotní vývoj údajně pro NASA). Vysoká kvalita je ale za vysokou cenu. Proto vznikl požadavek nahradit alespoň část (zejména atypických prvků) tuzemskými. Dosavadní výsledky testů grafitu z Japonska jsou velmi nadějné. Tyto materiály jsou i velmi dobře obrobitelné, a to s vysokou kvalitou povrchu, která je pro tento záměr prioritní.
Velké úsilí bylo věnováno i vývoji HW a SW – automatizace se třeba neobejde bez FFT.

Paralelní aktivity
Ne všechna zadání jsou splnitelná zařízeními na bázi přesných vřeten a byly proto hledány ještě další možnosti. Například malé zářezy, nebo dokonce submikrometrové povrchové defekty, ale i nečistoty je možné úspěšně detekovat při měření v otvorech pomocí účelových rozpínacích trnů, nejlépe s uzavřeným měřicím obvodem (větší torzní tuhost). Ty by mohly v budoucnu výrazně změnit třeba dosavadní systém kontroly kvality některých vnějších ložiskových polocelků pro automotive. Úspěšně se také ověřila použitelnost speciálních tří- nebo šestibodových rozpínacích trnů pro skenování, měření rozměrů, ale i tvarových úchylek drážkovaných otvorů s velkým poměrem L/d.
Zhodnocení situace
Tato sofistikovaná zařízení je nutné řešit v těsné součinnosti řešitele a budoucího uživatele, a to často i za cenu realizace dalších modelových zkoušek před uzavřením kontraktu. Cílem bylo alespoň orientačně nastínit možnosti realizace takových metrologických požadavků. Pro zvýšení informační hodnoty byla netradičně použita obsáhlejší fotodokumentace.
Jan Kůr
Foto: MESING
 8
8




